Tool Stroke Indictor: Verifying Your Threaded Inserts Are Placed Correctly
Pretend it is your job to verify proper installation of threaded inserts into car bodies, garage door panels, or other thin metal requiring the attachment of machine-threaded components. This involves making sure that your placing tool properly seats the threaded insert on each operation of the tool. Not having the threaded insert collapse enough means the joint lacks sufficient strength, and could spin or pull out further down the assembly line when the bolt is installed. Over-collapsing the insert puts extra fatigue on the part, leading to stress fractures or part deformation, also potentially causing failure. Your placing equipment runs on hydraulic, compressed air, or air/hydraulic systems, and the stroke requires sometimes frequent adjustment of pressures and wee-adjusty bits inside the tool. What do you do?
You use an automatic measurement system to measure the actual stroke of each fastener placed. This system includes an adjustable stroke range via lockable adjustment, audible and visible go/nogo alarms, and a remote data link to capture the stroke of each insert placed. This is a device I built called the Tool Stroke Indicator. For more information on this unit, feel free to contact me at glinder (at) linderlabs.com.
 Starting with a concept, sometimes paper is better. A pencil and a protractor forces me to think harder about a design, rather than free-forming it via a computer interface. Rulers and compasses also help focus the brain on actual edges, mounting, and clearances in a way that a computer does not. My brain is very visual and conceptual, so using an easy-to-use 3D cad package to get a good vibe is not necessary. I can go through dozens of options before setting pen-to-paper, but when it comes, making a pencil sketch for me is the best way of getting an idea out. This shows the tools of the trade for me- Calculator, compass, and off the frame to the right is a caliper.
Starting with a concept, sometimes paper is better. A pencil and a protractor forces me to think harder about a design, rather than free-forming it via a computer interface. Rulers and compasses also help focus the brain on actual edges, mounting, and clearances in a way that a computer does not. My brain is very visual and conceptual, so using an easy-to-use 3D cad package to get a good vibe is not necessary. I can go through dozens of options before setting pen-to-paper, but when it comes, making a pencil sketch for me is the best way of getting an idea out. This shows the tools of the trade for me- Calculator, compass, and off the frame to the right is a caliper.
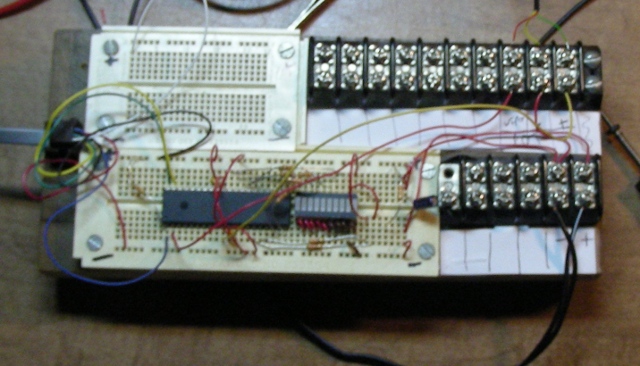 Concept in hand, time for prototypes. This was built using spare parts from the motor drive, since those were the 40-pin DIP components I had on hand. A PIC microcontroller, my standard white breadboard, also used to prototype the HotBox,and an 8-LED bar graph display, and I was off to the races writing code. For the development of this, I had a placing tool, a box of inserts, and various widths of test plates into which to collapse inserts. Why the bathroom? Because it was the only room with a door in my loft, and compressors are load.
Concept in hand, time for prototypes. This was built using spare parts from the motor drive, since those were the 40-pin DIP components I had on hand. A PIC microcontroller, my standard white breadboard, also used to prototype the HotBox,and an 8-LED bar graph display, and I was off to the races writing code. For the development of this, I had a placing tool, a box of inserts, and various widths of test plates into which to collapse inserts. Why the bathroom? Because it was the only room with a door in my loft, and compressors are load.
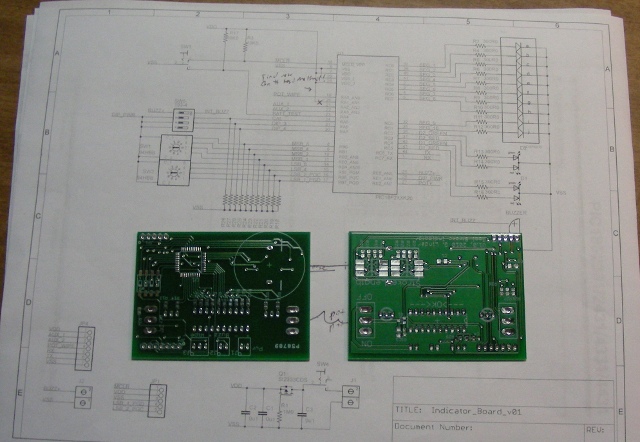 The finished schematics, along with the second version of the prototype, this time in PCB form. Sometimes it is best to go right to PCB, but sometimes the breadboard prototype works best, depending on the complexity of the device to be built. This board has a PIC uC, a bar graph, some toggle switches, and some 10-position selectors to set the desired stroke range to measure.
The finished schematics, along with the second version of the prototype, this time in PCB form. Sometimes it is best to go right to PCB, but sometimes the breadboard prototype works best, depending on the complexity of the device to be built. This board has a PIC uC, a bar graph, some toggle switches, and some 10-position selectors to set the desired stroke range to measure.
 Parts ordered. It always amazes me the amount of packaging certain electronics suppliers use when I order components. This was not bad, as the board is pretty simple, but when I order components for larger prototypes, I can spend the whole morning opening bags and labeling parts into my little plastic bins.
Parts ordered. It always amazes me the amount of packaging certain electronics suppliers use when I order components. This was not bad, as the board is pretty simple, but when I order components for larger prototypes, I can spend the whole morning opening bags and labeling parts into my little plastic bins.
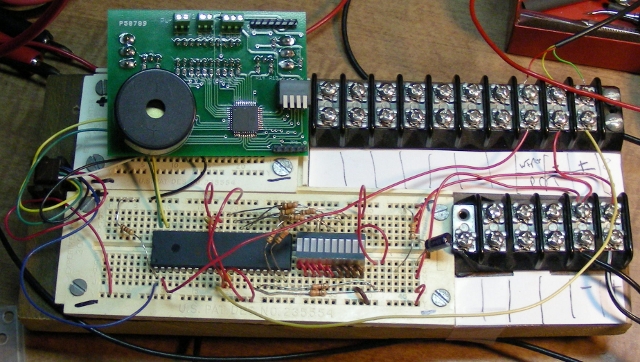 The finished PCB-level prototype at top, above the original plugboard prototype at bottom. The screw terminals across the top are for sensor, power, and output. There is a serial pin header, as well as DIP switches to enable config mode vs. operate mode.
The finished PCB-level prototype at top, above the original plugboard prototype at bottom. The screw terminals across the top are for sensor, power, and output. There is a serial pin header, as well as DIP switches to enable config mode vs. operate mode.
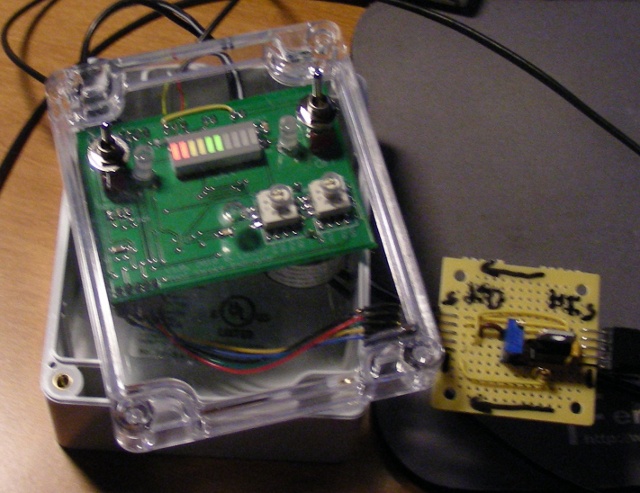 The first packaged prototype of the tool stroke indicator, along with a level converter board I needed to add after the fact. This also includes a homebrew adjustable regulated powersupply that I needed to supply to enable a wider input power range to the board than I originally expected.
The first packaged prototype of the tool stroke indicator, along with a level converter board I needed to add after the fact. This also includes a homebrew adjustable regulated powersupply that I needed to supply to enable a wider input power range to the board than I originally expected.
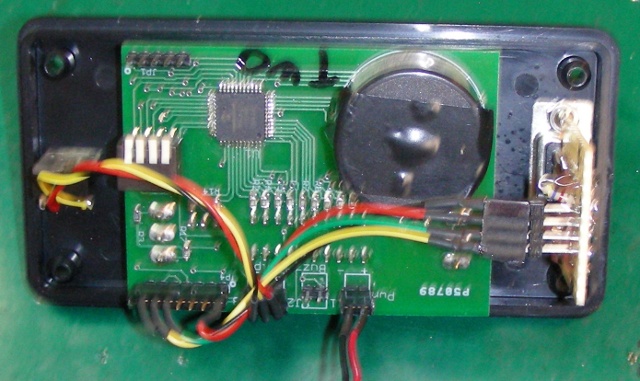 The business end of Serial Number 2. At the right is an RS-232 level converter board, at left is the sensor input, and at bottom is a header for power supply and other things. The black tape is over the buzzer is it was quite a lot louder than I really expected when I specified it. The thing sounds like a fire alarm going off when the wrong stroke is detected, which is loud enough to be heard over a noisy assembly line, but far too loud to avoid angering the neighbors during testing. The header at the upper left is for the PIC programming tools.
The business end of Serial Number 2. At the right is an RS-232 level converter board, at left is the sensor input, and at bottom is a header for power supply and other things. The black tape is over the buzzer is it was quite a lot louder than I really expected when I specified it. The thing sounds like a fire alarm going off when the wrong stroke is detected, which is loud enough to be heard over a noisy assembly line, but far too loud to avoid angering the neighbors during testing. The header at the upper left is for the PIC programming tools.
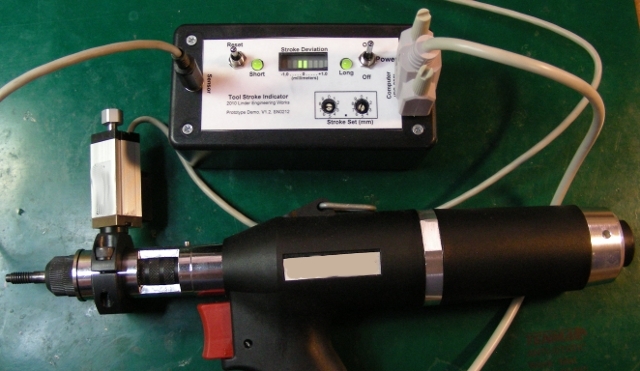 The finished prototype, as demonstratable. The placing tool is at the bottom, with the sensor collar attached at left. I also designed the sensor collar and the add-on mechanism to the tool that actually mesures the stroke. The technique involves a mandrel paired with an appropriate feedback sensor and collar, so it can be added to most tools with just a new nosepiece or collar.
The finished prototype, as demonstratable. The placing tool is at the bottom, with the sensor collar attached at left. I also designed the sensor collar and the add-on mechanism to the tool that actually mesures the stroke. The technique involves a mandrel paired with an appropriate feedback sensor and collar, so it can be added to most tools with just a new nosepiece or collar.
The signal from the sensor collar goes into the box at the top. A computer is attached to the serial port at right. The device is first set by setting the proper stroke via the screws in the front panel (from 0 to 10 mm, in 0.1 mm ranges). The 8-bar LED in the center shows when the stroke is correct, and then +/- 0.2mm per bar segment either short or long. If the part is out of spec, either the SHORT or LONG LED will illuminate, along with an audible tone from the box. The unit is self-calibrating and self-adjusting with time. This unit pictured placed 1000's of fasteners in a test run, verifying the system's accuracy against the placed inerts with a caliper. That was a fun weekend.

